隨著數字時代的飛速發展,互聯網技術行業已成為全球經濟的重要支柱。在這個行業中,網絡技術服務扮演著關鍵角色,它不僅支撐著企業的日常運營,更推動了創新和數字化轉型的進程。網絡技術服務涵蓋廣泛領域,包括云計算、網絡安全、數據管理與分析、應用程序開發與維護等。這些服務幫助企業構建高效、可擴展的數字化基礎設施,提升用戶體驗和業務敏捷性。
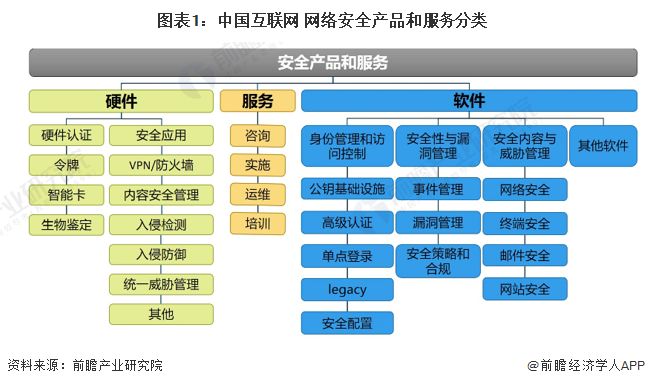
以云計算服務為例,它允許企業按需使用計算資源,降低硬件投資成本,同時提高數據處理能力。網絡安全服務則通過防火墻、入侵檢測和數據加密技術,保護企業免受網絡威脅,確保信息資產的安全。數據管理服務幫助組織從海量數據中提取洞察,驅動智能決策,而應用程序開發服務則賦能企業快速推出創新產品,適應市場變化。
在競爭激烈的互聯網環境中,優質的網絡技術服務能夠顯著提升企業的競爭力。通過采用先進的網絡技術,公司可以實現自動化運維、優化性能,并加速產品迭代。同時,這些服務還促進了生態系統的合作,例如通過API集成和微服務架構,實現跨平臺的無縫連接。
隨著5G、人工智能和物聯網等新技術的普及,網絡技術服務將進一步演變,提供更智能、個性化的解決方案。企業應持續投資于網絡技術服務的創新,以抓住機遇,應對挑戰。網絡技術服務不僅是互聯網技術行業的基石,更是驅動數字化轉型的強大引擎,值得所有從業者深入關注和利用。